Version HTML de base





18
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
Dans le cas d’un échantillonnage angulaire en référence à
la voie 1, l’Erreur de Transmission sera exprimée par :
(2)
et, pour un échantillonnage angulaire synchrone à la voie
2 par :
(3)
Moyennage angulaire exactement synchrone
L’échantillonnage angulaire procure une information
pertinente pour construire des outils intéressants de
localisation et de détection de défaut sur une dent
d’engrenage. Dans ce qui suit, plusieurs engrenages
droits identiques présentent plusieurs tailles de défaut
correspondant à une rayure sur une dent au niveau du
diamètre primitif. Les résultats présentés sont extraits
de mesures qui ont été réalisées sur le banc d’essais
présenté sur la figure 4 pour plusieurs conditions de
chargement.
Fig. 4 : Banc d’essais d’un train d’engrenage simple étage
équipé de codeurs optiques (non visibles sur la figure)
Les mesures d’Erreur de Transmission sont réalisées
suivant les deux méthodes d’échantillonnage angulaire
présentées précédemment à partir des mêmes mesu-
res brutes. Dans le cas d’une transmission de puissance
présentant un rapport de réduction non entier, le moyen-
nage synchrone associé à un échantillonnage angulaire
permet d’améliorer la qualité de la mesure. Cette amélio-
ration est essentiellement due au fait que l’échantillon-
nage angulaire s’affranchit des fluctuations de vitesse de
rotation, même très faibles et localisées, et elle autorise
le moyennage sur un nombre de tours important.
Le principe consiste donc à réaliser un moyennage corres-
pondant à une fenêtre dont la longueur est soit d’un tour
de pignon soit d’un tour de roue, à partir des signaux
échantillonnés de façon angulaire respectivement par le
codeur optique porté par l’arbre du pignon ou de la roue.
Si le rapport de réduction n’est pas entier, ce moyennage
amplifiera les motifs exactement périodiques à la longueur
de la fenêtre. Il est donc possible d’une part de localiser
les défauts sur l’arbre qui les porte, d’autre part d’amé-
liorer la caractérisation de ces défauts.
À titre d’exemple, la figure 5 (page 19) présente deux confi-
gurations d’essais, la première sans défaut (graphes (a)
et (c)) présentée sur la colonne de gauche de la figure et
la seconde avec un défaut (graphes (b) et (d)) présentée
sur la colonne de droite.
Comme on peut le constater, il est possible de distinguer
d’une part le défaut de faux-rond présent sur la roue et
sur le pignon avec la forme générale de la courbe dont la
périodicité est d’un tour. On relève également la compo-
sante de l’Erreur de Transmission relative au passage des
dents, incluant les effets des déformations sous charge
et des défauts propres à chaque dent.
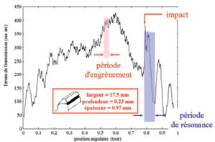
D’autre part, la localisation du défaut est évidente sur l’Er-
reur de Transmission échantillonnée en référence au pignon
avec les effets induits par le choc dû au défaut, très loca-
lisé comme on peut le voir sur la figure 6. Ses effets sont
essentiellement des vibrations de torsion à une fréquence
caractéristique du système mécanique dans son ensemble
qui n’a malheureusement pas été identifiée sur le dispositif
d’essais. Cette composante de l’Erreur de Transmission
particulière est clairement amortie après environ un demi-
tour. Des résultats similaires ont été présentés dans [11]
en faisant des moyennes dont la longueur correspondait
à un tour de pignon ou de roue.
Fig. 6 : Mesure d’Erreur de Transmission d’un
couple d’engrenages avec défaut
Cette technique de moyennage exactement synchrone est
intrinsèquement liée à la notion d’échantillonnage angu-
laire et elle a été utilisée pour caractériser des défauts
d’écaillage de roulements par une mesure de vitesse angu-
laire instantanée à l’aide d’un codeur sur un seul arbre. Ces
résultats font actuellement l’objet d’un dépôt de brevet et
ne peuvent donc pas être présentés pour l’instant.
Estimation précise du niveau des harmoniques
de l’excitation
Un autre intérêt majeur de l’échantillonnage angulaire
réside dans la possibilité de s’affranchir des conditions
de vitesse à la fois sur la mesure mais également dans