Version HTML de base





8
Caractérisation dynamique des matériaux et réduction des nuisances vibroacoustiques : l’apport des vibrations.
Les applications recouvrent un large domaine :
- L’électroménager et le mobilier de bureau. Des maté-
riaux bitumineux collés sur les parois des lave-vaisselle
ou les portes des armoires métalliques contribuent pour
le premier à limiter le bruit et pour le second à produire un
bruit sourd et plus agréable que le son métallique.
- L’automobile. Des matériaux bitumineux sont mis en œuvre
au niveau du tablier (rôle d’amortissement et de masse
ajoutée - Keller), mais aussi des tôles sandwichs (USILIGHT
– ARCELOR). Ces dernières sont conçues de manière à
supporter l’emboutissage et la soudure par point.
- Les sous-marins. La DCN a mené des travaux dans les
années 70/80 dans le cadre du programme de discrétion
acoustique des sous-marins. Il en est résulté des débou-
chés sur l’amortissement des réseaux de tuyauteries, des
supportages de machines…
- L’industrie aéronautique et spatiale. En aéronautique comme
dans le spatial, des amortissements locaux au niveau des
tôles minces du fuselage ou des dispositifs d’adaptation
entre lanceur et charge utile sont parfois mis en œuvre.
- Le transport ferroviaire. Dans les années 80/90, des
développements ont abouti à l’amortissement des roues
de métro par revêtement contraint pour supprimer le bruit
de crissement dans les courbes (figure 8), le traitement
comporte une couche de matériau (polyisoprène) de 2mm
d’épaisseur directement adhérisée sur une cornière circu-
laire. La pièce réalisée aux côtes internes du bandage de
la roue (4,5 kg) est mise en place par collage. Les gains
observés atteignaient jusqu’à 35 dB (A) et en moyenne 15
dB sur les amplitudes des résonances. Ces dispositifs ont
été mis en œuvre sur la ligne 13 du métro parisien.
Fig. 8 : Roue de métro amortie (GIE EUROVIB)
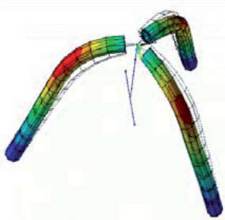
Fig. 9 : Amortissement tripode optique
- Les interfaces mécaniques comme un support optique
monté sur hélicoptère. Il s’agit d’un tripode en acier réso-
nant dans la bande de fréquence utile qui a été amorti
par un revêtement contraint à l’aide de contre-plaques
en composite de carbone de manière à optimiser le ratio
raideur/poids. Les figures 9 présentent le dimensionnement
Eléments Finis (EF) du revêtement et le tripode traité.
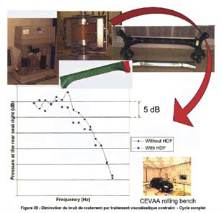
- Des composants automobiles, comme le système de suspen-
sion arrière (brevet PSA et mise en œuvre de matériaux
Henkel). Pour réduire le bruit de roulement, un traitement
du revêtement contraint avec une mousse thermo expansi-
ble a été dimensionné et mis en œuvre (figure 10). Un DMA
Metravib a été utilisé pour caractériser la mousse, et une simu-
lation Eléments Finis (EF) a permis d’optimiser le dimension-
nement et de prédire son efficacité. La solution a permis de
réduire significativement le bruit de roulement, de l’ordre de
5 dB sur une bande de fréquence significative (Étude Henkel
– PSA présentée aux journées CNES –juin 2006).
Fig. 10 : Diminution du bruit de roulement par traitement
viscoélastique contraint - Cycle complet
Conclusions
Nous sommes partis des principales familles de matériaux,
nous avons passé en revue les techniques de caractéri-
sation dynamique et enfin nous nous sommes attachés à
identifier les diverses techniques de réduction passives des
bruits et des vibrations en donnant quelques applications
pour chacune d’elles. La boucle est bouclée (figure 11).
Fig. 11 : Cycle de traitement d’un problème vibroacoustique
Les techniques passives présentent de nombreux avanta-
ges, elles sont très bien connues et sont facilement modéli-
sables et peuvent donc être introduites au niveau du design.
Leur coût n’est en général pas prohibitif, mais ces techni-
ques présentent aussi quelques faiblesses. Les dispositifs
d’absorption et d’isolation sont accordés à une ou quelques