Version HTML de base


La démodulation d’amplitude/fréquence/phase.
Généralement, l’amplitude et la fréquence de composan-
tes vibratoires sinusoïdales induites par un train d’engre-
nage, les encoches d’un rotor de moteur électrique ou
encore le passage d’ailettes de turbines peuvent varier de
manière périodique. Ces phénomènes s’appellent modula-
tion d’amplitude ou modulation de fréquence. La modula-
tion d’amplitude est provoquée par des défauts de forme
(faux ronds, excentricité, déformation...), tandis que la
modulation de fréquence est induite par des variations
périodiques de vitesse de rotation instantanée, consé-
cutives à la présence de jeux angulaires, de torsion d’ar-
bres, de fissures, de criques…
L’analyse directe du signal vibratoire ou du spectre ne
permet pas de dissocier ces deux types de modula-
tion et donc les défauts qui les induisent. En effet, les
phénomènes de modulation n’affectent pas l ’énergie
vibratoire du signal.
Les calculs des fonctions de modulation ainsi que l’ana-
lyse de la forme de ces fonctions permettent dès lors que
les origines cinématiques des composantes modulées
(engrènement, accouplement, passage d’ailettes et d’en-
coches...) et des fréquences de modulation (fréquence
de rotation d’une ligne d’arbre, fréquence de passage
de courroies, fréquences de passage de pôles magné-
tiques dans un moteur électrique....) sont connues, de
localiser et de diagnostiquer l’origine du défaut. Les
modulations de fréquence et de phase sont liées entre
elles. La fonction de modulation de phase est la primi -
tive de la fonction de modulation de fréquence.
L’intérêt des vibrations
La maintenance conditionnelle par l’analyse vibratoire apporte
une nouvelle dimension économique à l’industriel qui doit
gérer un grand parc de machines ou dont l’outil de produc-
tion dépend de machines vitales à surveiller. Les techniques
classiques d’analyse vibratoire (mesure du niveau global ou
l’analyse spectrale) qui sont les plus régulièrement utilisées,
sont souvent complétées par des techniques de traitement
du signal complémentaires pour la recherche de défauts. En
effet, l’objectif principal pour l’industriel est de connaître le
plus tôt possible l’apparition du ou des défauts de manière
à prévoir le démontage et donc l’arrêt de production. Il
s’agit alors de découvrir les origines et les raisons de ces
défauts pour optimiser le démontage. L’analyse vibratoire
est très précoce dans la détection de défauts des machi-
nes tournantes. Elle est souvent complétée par l’analyse
d’huile (la dégradation des pièces mécaniques pollue les
huiles par l’apparition de particules métalliques, d’oxyda-
tion et de brassage des huiles par exemple) et la thermo-
graphie infrarouge (mesure de la température de surface
de la machine) – la dégradation des pièces mécaniques
provoque très souvent des échauffements.
Références bibliographiques
[1] Boulenger A., Maintenance conditionnelle - Aide-mémoire, Ed. Dunod
[2] Bigret R. et Féron JL, Diagnostic, maintenance, disponibilité des machines
tournantes. Modèles, mesurage, analyse des vibrations de, Editeur : Dunod,
Collection : Technologies de l’Université à l’Industrie
[3] Bigret R., Vibrations des machines tournantes & des structures, , Editeur : Lavoisier
(4] Manuel du logiciel Oneprod XPR, 01dB-METRAVIB
15
Les vibrations au service de la maintenance conditionnelle des machines tournantes
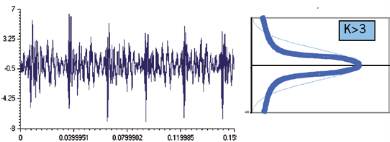
Fig. 7 : Les chocs générés par la dégradation du roulement modifient l’allure de la courbe de densité de probabilité de
l’amplitude. Une distribution gaussienne d’amplitude donne un Kurtosis égal à 3. Lorsque celui-ci est supérieur
à 3, le signal comporte des chocs. Pour rappel, le Kurtosis d’un signal sinusoïdal est égal à 1,5.
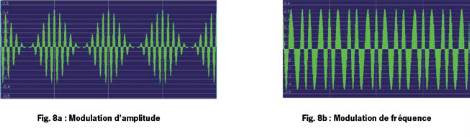
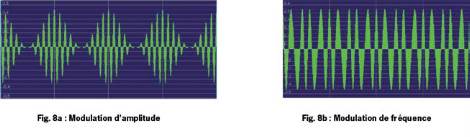
Fig. 8a : Modulation d’amplitude
Fig. 8b : Modulation de fréquence