Version HTML de base


11
Les vibrations au service de la maintenance conditionnelle des machines tournantes
Les méthodes de maintenance
La maintenance est définie comme étant « l’ensemble des
actions permettant de maintenir ou de rétablir un bien
dans un état spécifié ou en mesure d’assurer un service
déterminé ». Trois méthodes de maintenance sont utili-
sées dans l’industrie :
La maintenance corrective ou maintenance curative
Cette maintenance est effectuée après défaillance. Elle remet
en état, mais ne prévient pas la panne. Généralement, les
coûts de ce type de maintenance augmentent de manière
très sensible avec l’âge des machines. De plus, la panne,
non prévue, se traduit par un arrêt brusque de la production,
et donc des pertes d’exploitation. Elle impose un timing non
souhaité et peut entraîner également des dégâts annexes.
La maintenance systématique ou maintenance
productive
C’est une forme de maintenance préventive qui est effec-
tuée selon un calendrier prédéterminé en fonction du temps
ou du nombre d’unités d’usage (exemple: nombre d’heures
de fonctionnement). Ce type de maintenance n’évite pas la
panne et coûte cher puisque les organes montrant un début
d’usure sont jetés alors qu’ils peuvent encore rendre service.
De plus, les machines qui sont souvent démontées sont moins
fiables du fait des erreurs humaines lors du remontage. Cette
maintenance montre son intérêt par rapport à la maintenance
curative, mais reste d’un coût très élevé quant au stock de
pièces de rechange qu’il est nécessaire de gérer.
Fig.1
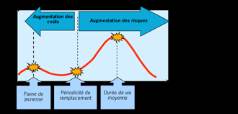
Fig. 1 : Limites de la maintenance systématique : La
périodicité de remplacement est déterminée
à partir d’informations statistiques
La maintenance conditionnelle ou maintenance
prédictive
C’est aussi une autre forme de maintenance préventive,
qui optimise les actions d’intervention et de réparation
en se basant sur l’analyse de l’évolution dans le temps
de paramètres pertinents.
Elle comporte trois phases:
- La détection du défaut qui se développe: A la mise en
route de la machine ou après une réparation, différents
paramètres (température, performances, vibrations....)
caractérisant son fonctionnement sont enregistrés. Ces
enregistrements serviront de référence pour suivre par
comparaison à intervalles réguliers ou en continu l’évolu-
tion de ces paramètres.
- L’établissement d’un diagnostic: Dès qu’un défaut est
constaté par changement d’un état d’un des paramètres de
suivi, il est nécessaire d’établir un diagnostic pour connaî-
tre la gravité du défaut. L’établissement du diagnostic est
nécessaire avant la programmation de la réparation.
- L’analyse de la tendance: L’analyse de tendance permet-
tra d’estimer le temps restant avant une panne et de
pouvoir prévoir la réparation. Généralement, quand un
défaut est constaté, la surveillance du ou des paramè-
tres est renforcée.
Fig.2
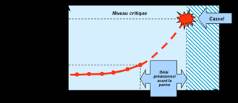
Fig. 2 : La maintenance conditionnelle est basée sur l’analyse
de l’évolution dans le temps de paramètres significatifs
La maintenance conditionnelle comporte trois approches
complémentaires :
- La protection se réalise par une mesure en temps réel des
paramètres, et évite ainsi des dégâts directs et annexes
immédiats si l’un des paramètres dépasse soudainement
des seuils programmés.
- La surveillance continue ou périodique des paramètres
autorise une détection rapide d’évolution anormale et d’an-
ticiper des interventions de maintenance.
- Le diagnostic permettra aussi une détection rapide du
ou des défauts permettant des interventions ciblées dans
un timing contrôlé.
L’analyse des vibrations
Toute machine comporte des pièces mécaniques en
mouvement qui par les forces internes qu’elles représen-
tent engendrent des efforts et des déformations sur sa
structure. Ces déformations, comme ces efforts, varient
au rythme des mouvements et entraînent le déplacement
de la surface de la structure autour d’une position d’équili-
bre. La vibration ainsi constituée, n’est pas l’image directe
des forces internes propres au fonctionnement des machi-
nes mais le résultat des efforts sur la structure.
Généralement, des accéléromètres dits « industriels »
sont utilisés pour capter les vibrations. Ils ont la particula-
rité de tenir des environnements industriels sévères (pous-
sière, projections d’huile, pollution…). Ils sont placés sur
les paliers des arbres tournants ou au plus près quand ces
paliers sont difficilement accessibles. Suivant les phéno-
mènes suspectés, plusieurs accéléromètres sont utilisés
sur une même machine et dans des axes différents (axial,
radial horizontal et vertical). Pour les turbomachines équi-
pées de paliers lisses, des capteurs à courant de Foucault
(catégorie des capteurs de déplacement inductif) captent
sans contact le déplacement relatif de l’arbre (rotor) dans
son palier (stator).
Les vibrations peuvent être de trois natures: périodiques
(par exemple le déséquilibre d’un rotor se caractérisant par
l’apparition d’un balourd à la fréquence de rotation), transi-
toires (par exemple, le choc d’un outil de formage de maté-
riau) et aléatoires (le bruit de cavitation d’une pompe).