Version HTML de base


22
Mesure haute précision de vitesse angulaire instantanée pour la surveillance et la caractérisation d’excitation en machine tournante
- l’analyse spectrale est toujours réalisée dans les mêmes
conditions de précision et de résolution lorsque la vitesse
change,
- en choisissant le codeur N°3 comme référence et en
faisant l’hypothèse qu’il n’y a pas de glissement entre le
galet de renvoi et la courroie puisque celui-ci n’est pas
chargé, les points d’échantillonnage sont également loca-
lisés sur la courroie.
Par ailleurs, la mesure d’Erreur de Transmission entre galet
de renvoi N°3 et poulie réceptrice N°2 donne accès à l’éva-
luation des fluctuations de tension dans la courroie. En effet,
contrairement au cas des transmissions synchrones, l’Er-
reur de Transmission totale ET
tot
va être constituée :
- d’une composante linéaire au cours de la rotation ET
ƒrot
représentant l’effet du frottement entre la courroie et la
poulie chargée,
- et d’une composante résiduelle ET
res
qui sera représen-
tative de la dynamique du système.
Cette décomposition permet d’écrire :
ET
tot
=
θ
3
-
η
·
θ
3
=ET
ƒrot
+ET
res
(6)
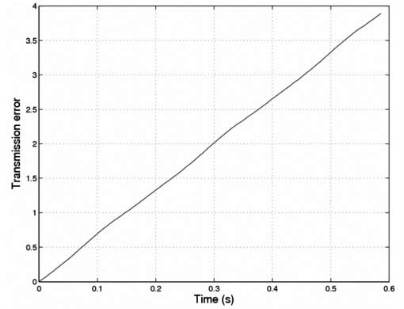
En considérant que le glissement est proportionnel au couple
transmis, il est possible, pour ce type de courroie, d’esti-
mer ET
ƒrot
par une simple régression linéaire de l’évolution
de l’Erreur de Transmision totale ET
tot
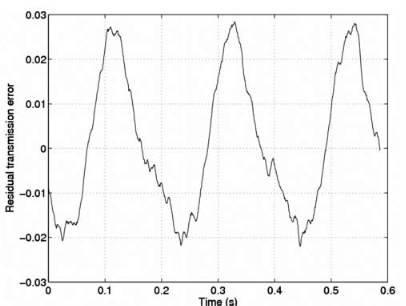
. En soustrayant cette
composante linéaire de ET
tot
, on obtient une composante
de l’Erreur de Transmission, périodique et de moyenne nulle
ET
res
, présentée sur la figure 12.
On peut montrer que cette composante résiduelle périodi-
que est directement liée aux fluctuations de tension dans
le brin reliant les deux poulies [7].
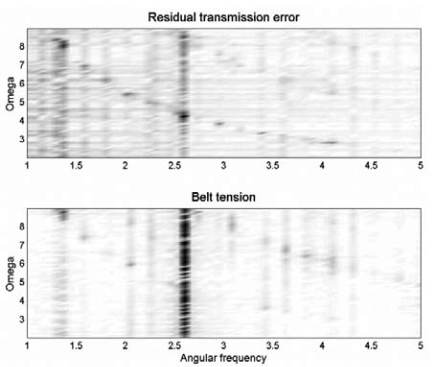
Les diagrammes de la figure 13 comparent les évolutions de
l’Erreur de Transmission résiduelle et de la tension en fonc-
tion de la fréquence angulaire pour des vitesses variables en
ordonnées. Sur cette figure, la similitude des composantes
et de leur apparition montre bien que la mesure d’Erreur de
Transmission par codeurs optiques représente bien les fluc-
tuations de tension dans le brin considéré. Cette comparai-
son n’aurait pas pu être possible sans la précision apportée
par la précision des codeurs optiques, mais surtout sans
avoir pratiqué l’échantillonnage angulaire qui garantit une
détermination des composantes fréquentielles indépendante
de la vitesse de rotation et de ses fluctuations.
Fig. 13 : Erreur de Transmission mesurée entre le
galet N°3 et la poulie N°2 de l’arbre mené
Conclusions et perspectives
Cet article a exposé le principe de l’échantillonnage angu-
laire et les applications majeures qui ont pu être réalisées
jusqu’à maintenant dans le domaine de la mesure de posi-
tion, de vitesse et de déphasage angulaires sur différents
bancs, industriels ou académiques. Initialement utilisée
pour mesurer l’Erreur de Transmission dans les engre-
nages, cette mesure originale a pu être étendue pour
caractériser différentes manifestations sur des machines
tournantes. Par ailleurs, associée à des techniques de
traitement du signal élémentaires comme le moyennage
ou la TFD, elle conduit à des analyses originales et très
performantes, car plus proche des phénomènes physi-
ques liés aux machines tournantes. Son utilisation dans
des transmissions par courroies non-synchrones a égale-
ment montré des résultats originaux comme la caractéri-
sation indirecte des variations de tension dans un brin de
la courroie et des vibrations des brins entre deux poulies.
Dans le cadre précis du suivi de comportement et de
la détection de défaut sur les machines tournantes,
(a) Erreur de Transmission totale
(b) Erreur de Transmission résiduelle
Fig. 12 : Erreur de Transmission mesurée entre le galet N°3 et la poulie N°2 de l’arbre mené